Новые возможности по анализу порошковых покрытий
 Порошковые покрытия более долговечные и надежные, однако процесс нанесения более сложный по сравнению с традиционными методами и требует более жесткого контроля качества порошковых красок. Благодаря модульности реометров Вы можете изучать кроме жидких, твердых образцов, так же порошки.
Порошковые покрытия более долговечные и надежные, однако процесс нанесения более сложный по сравнению с традиционными методами и требует более жесткого контроля качества порошковых красок. Благодаря модульности реометров Вы можете изучать кроме жидких, твердых образцов, так же порошки.
Порошковое покрытие - это технология, популярность которой растет и которая имеет множество применений. Преимущества этого подхода состоят в том, что он не требует растворителя для удержания частей связующего и наполнителя в жидкой суспензии и не имеет финишера, что обеспечивает экологически безопасную обработку. Порошковые покрытия также могут быть толще и жестче, чем традиционные покрытия. Кроме того, порошковые покрытия более долговечны и в большинстве случаев быстрее сохнут.
Порошковое покрытие представляет собой сыпучий сухой порошок, который наносится на проводящий материал основы (подложку). Успех процесса порошкового покрытия зависит от ряда факторов, в том числе:
- как порошок ведет себя в пневмотранспорте
- как порошок ведет себя во время и после распыления
- как он прилипает к подложке после нагревания
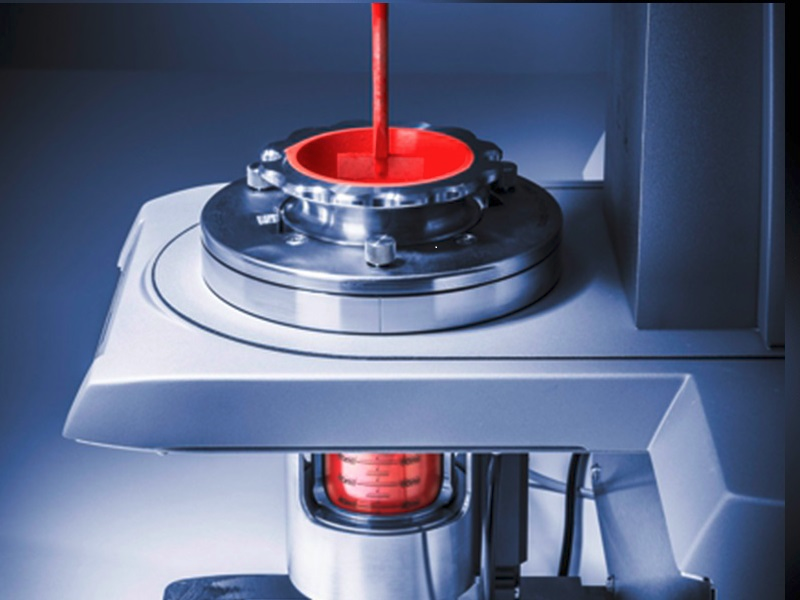
Все эти виды поведения можно предсказать и описать с помощью реометра в рамках мониторинга производства и контроля качества. Для оценки поведения и качества образца и управления процессом требуется реометр с порошковыми возможностями и одноразовая геометрия плоскость/плоскость с активным кожухом на элементах Пельтье.
Чтобы обеспечить как хорошую способность к транспортировке, так и правильное нанесение на подложку, используемый порошок должен обладать высокой способностью удерживать воздух и быть псевдоожиженным. Для подачи порошка требуется пневматический транспорт,Тем самым порошок разжижается, то есть смешивается с воздухом и приводится в движение. Из этого псевдоожиженного слоя порошок транспортируется к месту обработки. Для достижения оптимального транспорта необходимо поддерживать непрерывный плотный поток. Процесс транспортировки и обработки порошкового покрытия требуют точного знания псевдоожижения и свойств текучести. На них влияют различные факторы, такие как размер и форма частиц, химическая структура, влажность, температура и статический заряд. Кроме того, могут быть использованы добавки для получения лучшей текучести, хотя они могут вызывать плохое качество поверхности, если вязкость увеличивается за счет добавки. Влияние добавок на вязкость и, следовательно, чистоту поверхности можно исследовать на реометре.
После того как порошок псевдоожижен и перемещен, он попадает в сопло для нанесения на подложку. Насадка представляет собой последний барьер для порошка. Здесь порошок подвергается высокому сдвиговому напряжению. Поведение порошка при сдвиговых нагрузках изменяется, подобно тому, как это происходит с жидкостями. Это поведение может быть смоделировано с помощью изменения скорости сдвига в порошковой ячейке и определения изменений свойств порошка.
После нанесения покрытие подвергается термической обработке, при которой происходит полимеризация, и ожидается, что покрытие будет как сцепляться с подложкой, так и образовывать непрерывную гладкую поверхность. На этом этапе порошок должен иметь достаточно высокую когезию (адгезию между частицами), чтобы покрытие не рассыпалось до или во время стадии термообработки (отверждения). Когезия может быть изучена в порошковой ячейке, а так же само отверждение может быть измерено с помощью классической реологии: измерения определяют и помогают поддерживать постоянную точку отверждения, при которой нанесенный порошок связывается и образует гладкую поверхность. После нанесения качество покрытия можно анализировать с помощью трибологических измерений на том же реометре, который использовался ранее.